手機
13757790088
手機
13757790088

來源:福建華康精密鑄造有限公司 發(fā)布時間:2021-06-16 09:12:10
金屬容器于腐蝕性液體的不斷浸蝕,使用壽命都不長,有的甚至只有一兩年。由于玻璃鋼有較好.的耐腐蝕性能和承載能力,而且加工和修補也方便,總投資金額并不比金屬容器高,在環(huán)保領(lǐng)域特別是污水處理行業(yè)成為金屬容器替代產(chǎn)品,正在得到越來越廣泛的應用。本文針對容量為200~500m'的玻璃鋼化糞池的罐體進行成型工藝論述。
1構(gòu)造
玻璃鋼化糞池的罐體一般為圓柱形,直接置于基礎(chǔ)上,底部為平底,頂部為錐形或平頂。受到運輸條件限制,罐體的罐項、罐壁和罐底均采用分次制作,現(xiàn)場拼接的工藝方法,主要步驟為:①在車間制作罐壁內(nèi)襯和罐頂完畢后,運至現(xiàn)場拼接;②現(xiàn)場制作罐壁結(jié)構(gòu)層和罐底;③吊裝罐壁和罐底對接,形成整體。
(1)罐壁的三層結(jié)構(gòu)一般情況下,玻璃鋼化糞池的罐體罐壁有三層:
①內(nèi)襯層。具有骨架和氣密作用,厚度為2.5~3mm。該層多采用韌性好延伸率高、固化收縮率低且具有一定耐腐蝕能力的樹脂;增強材料選用與樹脂具有良好浸潤性.樹脂固化后應變集中系數(shù)小、能保持較高樹脂含量的非連續(xù)性短切纖維制品,樹脂含量達80%以上。內(nèi)襯層還可分為內(nèi)表層、次內(nèi)層和內(nèi)襯外層。內(nèi)襯層通常采用手糊工藝,分片制作。
②強度層。即承載層,采用纏繞工藝成型罐體時,該層由玻璃紗繞制而成;采用強度高、韌性好延伸率高、固化收縮率低的樹脂,它的厚度要根據(jù)直徑、壓力和安全系數(shù)等計算確定。
③外表層。厚度約為0.5mm,此層具有抗老化、抗紫外線照射功效,同時還具有防外部介質(zhì)內(nèi)滲作用,要求樹脂含量大于80%。固化劑、促進劑、抗老化劑用量隨環(huán)境溫度、罐徑大小不同而改變,一般在樹脂中的比例應視固化效果確定。
(2)頂蓋玻璃鋼化糞池的罐體頂蓋不能太薄,通常按1kPa均布荷載,同時還應適當布置縱橫交叉加強筋,以防止頂蓋局部塌陷。
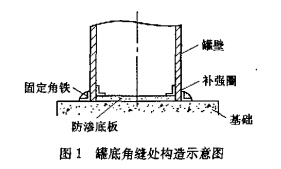
(3)罐壁厚度由于罐內(nèi)液體壓力,風載引起彎曲應力,罐體自重引起的壓應力都隨高度而變化,且在底部達到最大值,所以罐壁從罐頂逐漸加厚至罐底,罐頂處璧厚一般不超過5mm。采用漸變厚度立罐要比厚度不變罐降低30%的材料用量。罐底角縫處構(gòu)造可參照圖1,底部加強圈一方面可以對罐底部簡體進行加強,同時也是防滲結(jié)構(gòu)。
2材料選用
(1)內(nèi)村層內(nèi)襯層通常采用表面氈和450g/m2短切氈及玻璃纖維方格布。表面氈浸膠速度快、覆蓋性能好、能吸收較多樹脂、含膠量可達90%。次內(nèi)層通常采用450g/m2短切纖維氈,其覆蓋性能好層間內(nèi)聚力和沖擊強度較好樹脂含量高。內(nèi)襯外層多采用中堿玻璃纖維布,其強度較高、纖維松散、容易被樹脂浸潤,且價格便宜。對于酸性介質(zhì),應選用耐酸性好的中堿玻璃纖維作為增強材料。對于非酸性介質(zhì),應選用耐老化、吸水率低、強度高的無堿玻璃纖維。由于無捻度未紡織,加強層和外表層多采用強度高、樹脂浸透性好無捻玻璃纖維紗.
(2)樹脂內(nèi)襯中的樹脂常選用不飽和聚脂。此類樹脂具有工藝性好,固化后綜合性能優(yōu)于其它
樹脂,并有特種牌號適應不同用途需要,如耐腐型耐燃型、阻燃型等,價格經(jīng)濟。.
(3)填料制作表面層時可加入抗老化劑,比例為樹脂含量的5%~10%。罐體制作中一般不加填料,因填料對樹脂的凝膠時間有影響,在制作罐壁和罐底的補強圈時,可按樹脂:填料=1;1的比例配制成樹脂膩子進行制作,并采用石英砂作為填料。
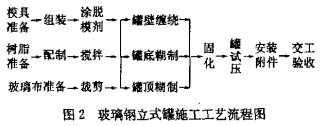
3玻璃鋼化糞池的罐體施工工藝
施工工藝如圖2所示。
(1)基底處理在糊制玻璃鋼前對砼基礎(chǔ)表面進行處理。方法是用噴砂或鋼絲刷,噴刷施工表面,目的是去油和表面拉毛,然后清除浮塵,再用聚酯膩.子將表面坑洼處填平,表面處理后要盡快涂上底漆。同時砼基礎(chǔ)表面含水率也要嚴格控制在小于6%。
(2)打底漆表面處理后接著涂底漆,一般用環(huán)氧樹脂作底漆,可涂1~2次,每次厚度約為0.1mm,每次間隔約為12h固化后刮膩子1~2次,并修補找平,即可帖布。
(3)貼布①間斷法:即每貼完一層布后進行修整,固化后用膩子找平,再貼下一層直至所需厚度,此法工期長,但質(zhì)量好。②連續(xù)法:即一次貼完至所需厚度,速度快,但質(zhì)量不好控制,每幅布上下之間搭接30~50mm,璧與層之間搭接200~300mm,各層搭縫均錯開。③用玻璃纖維方格布貼布時,含膠量控制在50%~55%,最好逐層稱布,樹脂定量使用,糊制時應使用專用壓輥,用力沿布的經(jīng)向和緯向,順一個方向趕氣泡,或從中間向兩頭趕氣泡,使布層貼緊,含膠量均勻,表面平整密實。
(4)面層布層鋪完,固化一天修補后,刮0.2mm膩子提高密實性,待凝膠不粘手時再刷二道面層膠0.1~0.2mm。
(5)模具制造①金屬模(特別是鋼模) :用于尺寸較小的罐體。②木模:主要用于較大直徑玻璃鋼化糞池罐體。木模,不易收縮變形,膠合板柔韌、容易彎成一定曲面,有時也用膠合板制作。罐體模具為轉(zhuǎn)動式,即模具托架可以轉(zhuǎn)動360°,轉(zhuǎn)動方向隨施工人員需要而轉(zhuǎn)動。
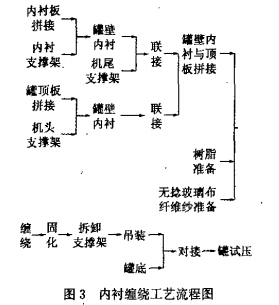
(6)玻璃鋼壁板纏繞內(nèi)襯采用 與罐底板相同打底漆貼布施工方法。制作時應注意,樹脂應均勻噴涂且將表面氈和短切氈浸透,并不斷趕壓氣泡,在工藝上確保內(nèi)襯無纖維外露、干斑、裂紋等表面麻點。鋪設時應保持其平整性,以防出現(xiàn)打皺。內(nèi)襯在車間分批分段加工后,運至現(xiàn)場進行拼接。內(nèi)襯件在運輸時采用柔性包裝物(如草墊)保護,防止撞擊,并注意防污防水。纏繞工藝流程示意圖見圖3。
現(xiàn)在大型玻璃鋼化糞池的罐體多采用微機控制纖維纏繞機來操作,纏繞采用螺旋纏繞和環(huán)向纏繞,邊纏繞邊施加張力來控制含膠量,并使紗束均勻排列,排出紗束中空氣。纏繞結(jié)束后,刮去罐休表面多余涂膠,進行固化。固化過程中宜使罐壁緩慢旋轉(zhuǎn)。罐壁上如有金屬等埋件嵌人,應在強度層糊至2/3時埋人。待罐壁固化后將罐壁吊到罐底上組裝,由于罐底部受到風載作用力最大,因此立罐底部一定要做加強。
(7)罐頂板施工方法罐頂板施工 與罐壁內(nèi)襯基本相同,區(qū)別為:①罐頂板拼裝時要有一定坡度。②拼裝罐頂骨架多為型鋼制作,并用細筋加強。③為滿足罐頂強度要求,在頂蓋底面均勻布置加強肋。制作完畢后,吊到罐壁上(內(nèi)襯完畢后)--同纏繞強度層與表面層。在罐體成型過程中,要特別注意連接處封縫和補強,罐進、出口管應按0.5~0.7MPa的壓力進行計算。